Inhaltsverzeichnis:
Metalloberflächen unter dem Laser – Stahl, Kupfer und Aluminium im Vergleich
Wer Laserreinigung an Metallen einsetzt, merkt schnell: Die Technologie funktioniert nicht bei allen Werkstoffen nach demselben Prinzip. Absorptionsgrad, Wärmeleitfähigkeit und Schmelzpunkt bestimmen maßgeblich, welche Laserparameter zum Einsatz kommen – und ob das Ergebnis überzeugt. Ein Nd:YAG- oder Faserlaser mit einer Wellenlänge von 1.064 nm verhält sich auf Baustahl grundlegend anders als auf hochreflektivem Kupfer oder oxidationsempfindlichem Aluminium.
Stahl: Robuster Klassiker mit klaren Parametern
Stahl ist das Brot-und-Butter-Material der Laserreinigung. Der Absorptionsgrad von unlegiertem Stahl liegt bei 1.064 nm zwischen 35 und 65 %, je nach Oberflächenzustand und Oxidschicht. Rostschichten, Walzzunder und Beschichtungsreste lassen sich mit Pulsenergien von 0,5 bis 2 mJ und Repetitionsraten zwischen 20 und 100 kHz präzise abtragen, ohne das Grundmaterial thermisch zu belasten. Besonders in der Schwerindustrie hat sich gezeigt, dass selektiver Rostabtrag im Stahlwerk Standzeiten von Bauteilen deutlich verlängert, weil die Metalloberfläche nach der Behandlung eine definiert raue Struktur behält, die Beschichtungen besseren Halt bietet.
Entscheidend bei Stahl ist der Kontrast zwischen Verunreinigung und Substrat: Rost und Zunder absorbieren Laserstrahlung deutlich stärker als das blanke Metall darunter. Dieser physikalische Selbstbegrenzungseffekt schützt das Grundmaterial vor übermäßigem Abtrag – ein Mechanismus, den erfahrene Anwender gezielt nutzen. Wer die werkzeugfreien Vorteile der Laserreinigung gegenüber Sandstrahlen oder Beizen ausschöpfen will, findet bei Stahl den idealen Einstiegswerkstoff.
Aluminium und Kupfer: Hohe Reflexion erfordert angepasste Strategie
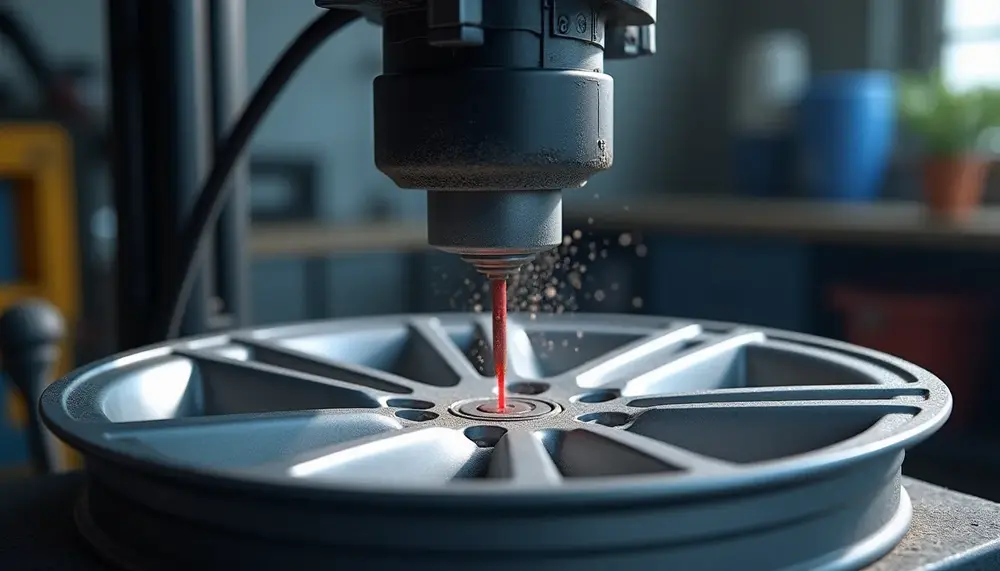
Aluminium stellt andere Anforderungen. Der Werkstoff reflektiert bei 1.064 nm rund 70–75 % der eingestrahlten Energie und leitet Wärme mit 237 W/(m·K) extrem schnell ab – das Sechsfache von Stahl. Oxid- und Lackschichten auf Aluminium absorbieren dagegen signifikant besser, was wiederum den selektiven Abtrag ermöglicht, solange die Pulsenergie korrekt eingestellt ist. Praxisbewährt sind hier kurze Pulsdauern im Nanosekundenbereich (< 100 ns) kombiniert mit hoher Wiederholrate. Bei der Reinigung von Alufelgen zeigt sich das besonders deutlich: Lackrückstände und Bremsstaub lassen sich vollständig entfernen, während die Grundstruktur der Legierung intakt bleibt.
Kupfer gilt traditionell als schwierigster Kandidat. Mit einem Reflexionsgrad von bis zu 95 % bei 1.064 nm und einer Wärmeleitfähigkeit von 400 W/(m·K) neigt blankes Kupfer dazu, Laserenergie nahezu vollständig zurückzuwerfen. Oxidierte oder beschichtete Kupferoberflächen hingegen – wie sie in der Elektroindustrie oder bei historischen Bauteilen vorkommen – absorbieren deutlich effizienter. Grünspan beispielsweise lässt sich mit angepassten Parametern zuverlässig abtragen. Wer verstehen will, unter welchen Bedingungen Laserreinigung auf Kupfer funktioniert, muss vor allem den Oxidationszustand der Oberfläche kennen.
Für die Praxis empfiehlt sich folgende Herangehensweise beim Materialvergleich:
- Stahl: Standardparameter, hohe Prozessrobustheit, gut für automatisierte Linien
- Aluminium: Kurze Pulse, moderate Pulsenergie, Schutzgas bei empfindlichen Legierungen sinnvoll
- Kupfer: Oxidationszustand vor Prozessstart prüfen, ggf. grüne oder IR-Laser mit höherer Absorption erwägen
Die Wahl des richtigen Lasersystems beginnt also nicht mit dem Gerätekatalog, sondern mit der metallurgischen Analyse der Oberfläche – ein Schritt, der in der Praxis noch zu oft übersprungen wird.
Rostentfernung durch Laserreinigung – Technik, Tiefenwirkung und Materialgrenzen
Die Laserreinigung nutzt einen physikalischen Effekt namens Laserablation: Kurzgepulste Laserstrahlen – typischerweise im Nanosekundenbereich – treffen auf die Rostschicht und erhitzen sie so schlagartig, dass das Oxidmaterial verdampft oder abplatzt, ohne das darunterliegende Metall thermisch zu belasten. Entscheidend dabei ist der Absorptionsunterschied: Eisenoxide wie Fe₂O₃ und Fe₃O₄ absorbieren Laserlicht bei einer Wellenlänge von 1064 nm (Nd:YAG oder Faserlaser) deutlich effizienter als blanker Stahl. Das Verfahren stoppt also physikalisch bedingt an der Materialgrenze – ein Selbstregulierungsmechanismus, der in der Praxis enorme Vorteile bietet.
Moderne Pulsfaserlaser mit Leistungen zwischen 100 W und 2000 W erreichen dabei Abtragstiefen von typischerweise 10 bis 200 Mikrometern pro Überfahrt. Bei schwereren Rostschichten – etwa nach jahrelanger Freilagerung von Stahlprofilen – sind mehrere Überfahrten nötig, wobei jede Schicht kontrolliert abgetragen wird. Wer sich fragt, ob sich die Investition für solche Geräte rechnet, findet in einer wirtschaftlichen Betrachtung dieser Reinigungstechnologie konkrete Argumente – besonders bei wiederkehrenden Instandhaltungsaufgaben in Industrie und Handwerk.
Tiefenwirkung: Was der Laser abtragen kann – und was nicht
Die effektive Reinigungstiefe hängt von drei Parametern ab: Pulsenergie, Pulsdauer und Spotgröße. Bei einem 500-W-Faserlaser mit 100-ns-Pulsen und einem 2-mm-Spot lassen sich leichte Rostanflüge in einem einzigen Durchgang vollständig entfernen. Schichtkorrosion mit mehreren Millimetern Materialverlust erfordert hingegen eine engmaschige Rasterstrategie und entsprechende Verfahrgeschwindigkeiten von 2–5 m/min. In industriellen Anwendungen wie der Stahlverarbeitung ist das Verfahren längst etabliert – wie die Praxis in der Stahlwerksinstandhaltung zeigt, werden dort täglich mehrere hundert Quadratmeter Oberfläche wirtschaftlich bearbeitet.
Ein häufiger Irrtum in der Praxis: Der Laser „heilt" keine Korrosionsschäden, die ins Grundmaterial reichen. Ist das Gefüge des Stahls durch interkristalline Korrosion geschwächt, bleibt die strukturelle Beeinträchtigung bestehen. Die Laserreinigung entfernt Oxide und Kontaminationen – sie ist keine Restaurierungsmaßnahme für Materialverlust.
Materialgrenzen: Nicht jedes Substrat reagiert gleich
Die Substratkompatibilität ist das entscheidende Selektionskriterium für den Praxiseinsatz. Gut geeignet sind:
- Baustahl und Konstruktionsstahl (S235, S355) – hohe Abtragseffizienz, kein Wärmeverzug bei korrekten Parametern
- Gusseisen – funktioniert, erfordert aber reduzierte Pulsenergie wegen Sprödigkeit
- Edelstahl – Anlauffarben und Oxidschichten entfernbar, Grundmaterial bleibt unberührt
- Historische Metalllegierungen – erfordert intensive Parametertests, bietet aber herausragende Ergebnisse
Besonders sensible Anwendungen finden sich bei der Aufarbeitung von Fahrzeugen mit historischem Wert: Die schonende Rostbehandlung an Oldtimern ist ein Paradebeispiel dafür, wie die Parametersteuerung über Erfolg oder Materialschaden entscheidet – dünne Bleche ab 0,6 mm verlangen Pulsleistungen unter 50 W und breite Spots, um Durchbrand zu verhindern. Verzinkungen und Aluminium reagieren kritischer: Zink verdampft bei niedrigen Temperaturen und kann die Laseroptik kontaminieren, Aluminium reflektiert stark und benötigt spezifisch angepasste Wellenlängen oder Einfallswinkel.
Vor- und Nachteile der Laserreinigung bei verschiedenen Materialien
| Material | Vorteile | Nachteile |
|---|---|---|
| Stahl | Hohe Absorptionsrate, robust, einfache parameterliche Anpassung | Kann bei falscher Parameterwahl den Grundwerkstoff beschädigen |
| Aluminium | Effektive Entfernung von Lack und Rost, Erhalt der Grundstruktur | Hohe Reflexion erschwert Behandlung, erfordert genaue Energieanpassung |
| Kupfer | Effiziente Reinigung oxidierter Oberflächen, selektive Anwendung möglich | Sehr hohe Reflexion und Wärmeleitfähigkeit, schwierig zu bearbeiten |
| Edelstahl | Entfernung von Anlauffarben ohne Materialabtrag, hohe Effizienz | Kann bei dickschichtiger Oxidation komplizierter sein |
| Kunststoff | Präzise Entfernung von Verunreinigungen ohne thermischen Belastung | Erfordert spezifische Pulsanzahl der Laser und Parameterregelung |
Lackentfernung und Oberflächenvorbereitung mit Lasertechnologie
Die Laserablation hat sich in den letzten Jahren als eine der präzisesten Methoden zur Lackentfernung etabliert – insbesondere dort, wo konventionelle Verfahren wie Sandstrahlen oder chemisches Abbeizen an ihre Grenzen stoßen. Das Funktionsprinzip basiert auf dem selektiven Abtrag: Der Laserstrahl verdampft den Lack schichtweise, ohne das darunter liegende Substrat thermisch oder mechanisch zu belasten. Bei korrekter Parametrierung erreichen moderne Faserlaser Abtragsraten von 0,5 bis 8 m²/h – je nach Schichtdicke, Lacktyp und Leistungsklasse des Systems.
Physikalischer Ablationsprozess und Parametersteuerung
Entscheidend für ein sauberes Ergebnis ist das Zusammenspiel aus Pulsdauer, Wiederholrate und Spotgröße. Kurzpuls-Systeme im Nanosekundenbereich eignen sich für mehrlagige Lacksysteme auf Stahl, da die thermische Einflusszone minimal bleibt. Pikosekunden-Laser hingegen ermöglichen noch feinere Eingriffe, sind aber in der Anschaffung deutlich teurer und in der industriellen Lackentfernung oft überdimensioniert. Ein praxisrelevanter Richtwert: Für einen Standard-Automobilklarlack mit 120–160 µm Gesamtdicke arbeiten viele Anwender mit 100–200 W Faserlasern bei Pulsfrequenzen zwischen 20 und 100 kHz. Die genaue Abstimmung erfordert immer einen Testlauf auf einem Probestück des jeweiligen Materials.
Wer sich tiefer mit den spezifischen Vorteilen beim Entfernen von Lackschichten befassen möchte, findet dort einen strukturierten Überblick über Einsatzbereiche vom Korrosionsschutz bis zur Neulackierung im Karosseriebau. Besonders relevant: Die Oberfläche weist nach der Laserbehandlung eine definierte Rauheit auf (Ra-Werte von 3–12 µm sind typisch), was die Haftung neuer Beschichtungen messbar verbessert – ein Vorteil gegenüber dem oft zu glatten Ergebnis chemischer Abbeizer.
Anwendungsbeispiele aus der Praxis
Im Bereich der Holzbearbeitung zeigt Lasertechnologie ein Einsatzprofil, das viele Fachleute überrascht. Lackierte Holzoberflächen lassen sich selektiv abtragen, ohne die Holzfasern zu carbonisieren – vorausgesetzt, die Leistung bleibt unter der Verkohlungsschwelle des jeweiligen Holztyps. Eiche und Buche reagieren toleranter als weiche Nadelhölzer. Der Einsatz von Laserreinigungssystemen in der Holzverarbeitung eröffnet besonders für die Möbelrestaurierung und den Denkmalpflegebereich wirtschaftliche Alternativen zum manuellen Schleifen.
Ein besonders anspruchsvolles Anwendungsfeld ist die Fahrzeugrestaurierung. Bei historischen Fahrzeugen liegen häufig fünf bis acht übereinander aufgebrachte Lackschichten vor – teils mit Bleipigmenten in den älteren Grundierungen. Die schichtgenaue Ablation erlaubt es, originale Farbbefunde zu erhalten oder gezielt freizulegen. Wer mit der Restaurierung historischer Fahrzeuge per Laser vertraut ist, weiß: Gerade an Hohlkehlen, Türfalzen und Zierelementen übertrifft die Laserpräzision jedes Strahlverfahren.
Für die Oberflächenvorbereitung vor Neubeschichtungen gelten folgende Handlungsempfehlungen aus der Praxis:
- Rauheitskontrolle: Nach dem Laserabtrag Rauheitsmessung mit Tastschnittgerät – Zielwert abhängig vom Folgebeschichtungssystem vorab mit dem Lackhersteller abstimmen
- Oxidationszeit minimieren: Auf blankem Stahl setzt innerhalb von 30–90 Minuten Flashrost an – Grundierung unmittelbar nach Laserbehandlung auftragen
- Ablufttechnik zwingend: Verdampfte Lackpartikel enthalten je nach Formulierung HAP-Verbindungen (Hazardous Air Pollutants) – zertifizierte Absaugung mit HEPA-Filter ist kein optionales Zubehör
- Kontraststeigerung nutzen: Die durch Laserbehandlung erzeugte Mikrostruktur ist mit bloßem Auge erkennbar – fehlende Bereiche lassen sich visuell oder per Kamerasystem einfach detektieren
Industrielle Anwendungsfelder – Schweißnähte, Spritzguss und Motorenreinigung
Die Laserreinigung hat sich in der industriellen Fertigung als präzises Werkzeug für drei besonders anspruchsvolle Prozessbereiche etabliert: Schweißnahtvorbereitung und -nachbehandlung, Werkzeugpflege im Spritzguss sowie Motorenreinigung in der Automobilindustrie und Instandhaltung. Jedes dieser Felder stellt spezifische Anforderungen an Kontaminationsfreiheit, Materialverträglichkeit und Prozessgeschwindigkeit – Anforderungen, die konventionelle Methoden wie Sandstrahlen oder Lösemittelreinigung zunehmend nicht mehr erfüllen können.
Schweißnahtqualität beginnt mit der Oberflächenvorbereitung
Verunreinigungen wie Walzoxide, Ölrückstände oder Korrosionsprodukte auf Stahl- und Aluminiumoberflächen sind die häufigsten Ursachen für Poren, Risse und unzureichende Nahtfestigkeit. Selbst geringe Kohlenstoffmengen aus Schmierstoffen, die bei 400–500 µm Schichtdicke kaum sichtbar sind, führen beim MIG- oder WIG-Schweißen zu messbaren Festigkeitsverlusten von bis zu 20 Prozent. Warum die Reinigung der Nahtbereiche vor dem Fügen direkt über die Verbindungsqualität entscheidet, zeigt sich besonders bei sicherheitskritischen Bauteilen in der Luft- und Raumfahrt sowie im Fahrzeugbau, wo Schweißnähte zerstörungsfreien Prüfungen nach EN ISO 5817 standhalten müssen. Gepulste Faserlaser mit Wellenlängen um 1064 nm und Pulsenergien von 0,5–2 mJ entfernen Oxide selektiv, ohne das Grundgefüge zu verändern – ein entscheidender Vorteil gegenüber mechanischen Verfahren.
Auch die Nachbehandlung profitiert: Anlauffarben und Schweißspritzer lassen sich unmittelbar nach dem Fügen entfernen, ohne Schleifmittel einzusetzen, die die Nahtgeometrie beschädigen könnten. Besonders bei Edelstahl (1.4301, 1.4571) ist die Wiederherstellung der passiven Chromoxidschicht durch Laserreinigung dokumentiert – XPS-Analysen belegen eine vollständige Schichtregeneration innerhalb von Sekunden nach der Behandlung.
Spritzgusswerkzeuge: Produktionsausfälle durch Belagbildung vermeiden
Im Kunststoffspritzguss akkumulieren sich in Entlüftungskanälen, Trennflächen und Kavitäten mit der Zeit Trennmittelreste, verbrannte Polymere und Silikonrückstände. Diese Ablagerungen verursachen nicht nur optische Fehler am Fertigteil, sondern erhöhen den Ausschussanteil in Serienproduktionen spürbar – in der Praxis berichten Betriebe von Ausschussquoten zwischen 3 und 8 Prozent durch werkzeugbedingte Oberflächendefekte. Die Integration der Laserreinigung direkt in den Produktionszyklus erlaubt eine Werkzeugreinigung ohne vollständige Demontage und Abkühlung – Standzeiten reduzieren sich von mehreren Stunden auf unter 30 Minuten. Der Laser arbeitet konturgenau auch in Hinterschneidungen und Mikrogravuren, die mit Ultraschallbädern oder manueller Reinigung kaum erreichbar sind.
- Trennmittelreste auf Silikonbasis: abtragbar ohne Beschädigung polierter Werkzeugoberflächen (Ra < 0,1 µm)
- Verbrannte Polymere (z. B. PVC-Zersetzungsprodukte): selektive Entfernung bei Leistungsdichten von 10–50 W/cm²
- Korrosionsschutzschichten auf Formstählen: rückstandsfreie Reinigung ohne Stahl-Grundmaterial-Abtrag
Motorenreinigung in Instandhaltung und Remanufacturing
Verbrennungsmotoren akkumulieren über ihre Laufzeit Ölkohle, Verbrennungsrückstände und Korrosionsprodukte in Bereichen, die für konventionelle Reinigungsverfahren schwer zugänglich sind – Kolbenmulden, Einlasskanäle und Injektorbohrungen sind klassische Problemzonen. Die spezifischen Stärken der Lasertechnik bei der Motorenaufbereitung liegen besonders im Remanufacturing-Prozess, wo Zylinderköpfe und Kurbelgehäuse auf Wiederverwertbarkeit geprüft und aufbereitet werden. Studien aus dem Remanufacturing-Sektor zeigen, dass lasergereinigte Komponenten in der Oberflächengüte mit Neuteilen vergleichbar sind – bei gleichzeitig 40–60 Prozent niedrigeren Prozesskosten gegenüber Sandstrahlen mit anschließender Handnacharbeit. Aluminium-Kurbelgehäuse profitieren dabei besonders, da aggressive Strahlmittel die Lagersitze und Dichtflächen beschädigen würden – beim Laser lässt sich die Energieeinkopplung so präzise steuern, dass empfindliche Toleranzbereiche unberührt bleiben.
Fassaden- und Gebäudepflege – Materialschonung bei Stein, Beton und Außenverkleidungen
Fassaden sind dauerhaft Witterung, Schadstoffen und biologischem Bewuchs ausgesetzt – Ruß, Graffiti, Algenbefall, Kalkausblühungen und Oxidationsschichten setzen sich tief in die Porenstruktur von Naturstein, Beton und Klinker fest. Konventionelle Reinigungsverfahren wie Hochdruckreinigung oder chemische Behandlung lösen das Problem oft nur oberflächlich und richten dabei strukturellen Schaden an: Sandstein verliert durch aggressiven Wasserstrahl messbar an Substanz, bei Fassadenbeschichtungen entstehen Mikrorisse, die Feuchtigkeit ins Mauerwerk eindringen lassen. Wer verstehen möchte, warum Lasertechnik an Fassaden überlegen abschneidet, stößt schnell auf den entscheidenden Unterschied: Der Laserstrahl überträgt Energie selektiv auf den Schadstoff, ohne das Trägermaterial thermisch oder mechanisch zu belasten.
Wie Laserreinigung an Fassadenmaterialien funktioniert
Bei der Laserreinigung von Fassaden werden gepulste Nd:YAG- oder Faserlaser mit Wellenlängen zwischen 1.064 nm und 532 nm eingesetzt, abgestimmt auf den jeweiligen Untergrund. Die Pulsenergie wird so kalibriert, dass sie exakt an der Grenzschicht zwischen Verschmutzung und Substrat absorbiert wird. Rußpartikel auf Sandstein beispielsweise verdampfen bei Energiedichten von 0,5 bis 1,5 J/cm², während der Stein selbst ab Werten über 4 J/cm² erst strukturelle Veränderungen zeigt – der Sicherheitsabstand ist also erheblich. An historischen Natursteinfassaden, wie sie etwa bei Kirchenrenovierungen häufig zu bearbeiten sind, lassen sich auf diese Weise Jahrhunderte alter Ruß und biologische Krusten rückstandsfrei entfernen, ohne die ursprüngliche Steinoberfläche zu verändern.
Beton und Sichtbeton reagieren ähnlich positiv: Graffitischichten, Ölflecken und Kalkspray lassen sich schichtweise abtragen, wobei die charakteristische Oberflächentextur vollständig erhalten bleibt. Das ist besonders bei architektonisch bedeutsamen Gebäuden relevant, wo eine einheitliche Sichtbetonoptik zwingend gefordert wird. Auch Aluminium-Verbundplatten, Keramikfassaden und verzinkte Stahlelemente lassen sich präzise reinigen, ohne Kratzer oder Korrosionsschäden zu riskieren.
Mobilität als entscheidender Faktor im Fassadeneinsatz
Fassadenarbeiten finden per Definition am Gebäude statt – Transportwege, Gerüste und schwer zugängliche Bereiche sind der Regelfall. Mobile Laserreinigungssysteme zeigen genau hier ihre Stärken: Geräte mit integrierten Kühlsystemen und Faserführung bis 20 Meter Länge erlauben das Arbeiten vom Gerüst oder aus dem Hubsteiger heraus, ohne dass das Gerät selbst mit nach oben geführt werden muss. Systeme im Leistungsbereich von 100 bis 500 Watt decken dabei das gesamte Spektrum von der Feinreinigung empfindlicher Ornamente bis zur großflächigen Fassadenrenovierung ab.
Ein praxisrelevanter Aspekt, der oft unterschätzt wird: Holzverkleidungen und Holzfachwerk an Außenfassaden stellen eine besondere Anforderung dar, da organisches Material auf Laserenergie anders reagiert als Mineralstein. Wer Holzfassaden schonend von Farbresten, Vergrauung oder Pilzbefall befreien möchte, muss mit reduzierten Leistungswerten und angepassten Pulsfrequenzen arbeiten, um Anbrennungen zu vermeiden.
- Rußentfernung an Naturstein: Arbeitsfläche bis 30 m²/h bei 200-W-Systemen
- Graffitientfernung auf Beton: Vollständige Elimination ohne Lösungsmittelrückstände
- Kalkausblühungen auf Klinker: Selektive Ablation ohne Veränderung der Porosität
- Biologischer Bewuchs (Algen, Flechten): Thermische Abtötung und Entfernung in einem Arbeitsgang
- Metallische Fassadenelemente: Oxidschicht-Abtrag ohne Kratzerrisiko durch angepasste Pulsparameter
Ein weiterer wirtschaftlicher Vorteil gegenüber chemischen Reinigungsverfahren: Es entstehen keine Abwässer mit gelösten Schadstoffen, die aufgefangen und entsorgt werden müssen. Der Reinigungsabfall fällt als trockenes Partikelgemisch an, das über Absaugeinheiten direkt am Gerät erfasst wird – ein entscheidender Vorteil bei innerstädtischen Projekten mit strengen Umweltauflagen.
Restaurierung und Denkmalpflege – Kunstwerke und Oldtimer präzise behandeln
Kaum ein Anwendungsfeld stellt höhere Anforderungen an die Laserreinigung als die Restaurierung. Hier treffen unwiederbringliche Materialien, kulturhistorischer Wert und handwerkliche Verantwortung zusammen. Ein Fehler – zu hohe Pulsenergie, falscher Fokusabstand, falsche Wellenlänge – kann Oberflächen dauerhaft schädigen, die Jahrhunderte überstanden haben. Genau deshalb hat sich die Lasertechnologie in diesem Bereich nicht als billiges Massenverfahren, sondern als Präzisionswerkzeug etabliert.
Kunstwerke: Selektivität als entscheidender Vorteil
Bei der Arbeit an Gemälden, Skulpturen oder Architekturdetails geht es nicht darum, möglichst schnell eine Fläche abzutragen, sondern ausschließlich das Störende zu entfernen – Rußschichten, Kalk, Biofilm oder alte Übermalungen – ohne den Originalbestand anzutasten. Nd:YAG-Laser mit Q-Switch-Technologie arbeiten mit Pulsdauern im Nanosekundenbereich und übertragen dabei so wenig Wärme, dass empfindliche Pigmente oder Vergoldungen unbeschädigt bleiben. Die Schonheit gegenüber historischen Oberflächen macht Laser dabei Methoden wie Mikrostrahlen oder chemischen Bädern in vielen Fällen klar überlegen. In der Praxis arbeiten erfahrene Restauratoren mit Energiedichten zwischen 0,1 und 0,8 J/cm², abhängig von Substrat, Verschmutzungsgrad und Pigmentempfindlichkeit – diese Parameter werden vorab an verdeckten Musterflächen kalibriert.
Besonders herausfordernd ist die Reinigung polychromer Steinskulpturen oder mittelalterlicher Fresken. Hier kommen häufig LIBS-Analysen (Laser-Induced Breakdown Spectroscopy) zum Einsatz, um die Materialzusammensetzung in Echtzeit zu überwachen und den Abtrag punktgenau zu steuern. Einige Restaurierungsprojekte, etwa an gotischen Kathedralen in Frankreich oder deutschen Rathausfassaden, zeigen, dass mit gepulsten Lasern selbst feinste ornamentale Details freigelegt werden können, die mechanisch nicht erreichbar wären.
Oldtimer und Fahrzeugrestaurierung: Substanzerhalt statt Materialabtrag
Bei klassischen Fahrzeugen stehen andere Prioritäten im Vordergrund: Rost, alte Lackschichten und Oxidation müssen entfernt werden, ohne das Blech zu verzundern, zu verformen oder die Blechstärke zu reduzieren. Gerade bei Karosserien aus den 1950er bis 1970er Jahren, die oft nur 0,7 bis 0,9 mm dünne Stahlbleche aufweisen, ist jede aggressive Methode ein Risiko. Für den Erhalt originaler Blechstruktur bei Klassikern hat sich die gepulste Laserreinigung mit Leistungen zwischen 50 und 200 W als bevorzugtes Verfahren etabliert. Der thermische Eintrag bleibt minimal, und Schweißnähte oder Sicken werden nicht beschädigt.
Entscheidend für mobile Einsätze – etwa in Privatgaragen, auf Oldtimertreffen oder bei Sammlern ohne eigene Werkstatt – ist die Geräteform. Kompakte, transportable Systeme ermöglichen den Einsatz direkt am Fahrzeug, ohne aufwändige Demontage. Moderne Geräte dieser Klasse wiegen unter 15 kg und liefern dennoch ausreichend Leistung für Karosserie, Felgen und Motorkomponenten.
- Einstellungsparameter dokumentieren: Jede Testreihe an neuen Materialien schriftlich festhalten – Wellenlänge, Pulsfrequenz, Scangeschwindigkeit und Ergebnis.
- Schutzlack erhalten: Bei Oldtimern mit originaler Lackierung den Laserstrahl bewusst nur auf Roststellen lenken, nicht flächig arbeiten.
- Fachkenntnisse voraussetzen: Restaurierungsarbeiten an Kulturgütern setzen eine Schulung in Materialkunde und Laser-Physik voraus – autodidaktisches Vorgehen reicht hier nicht.
- Stickstoffspülung nutzen: Bei empfindlichen Metalloberflächen verhindert eine Inertgasatmosphäre Neuoxidation während des Reinigungsprozesses.
Mobile und tragbare Laserreinigungsgeräte – Einsatzflexibilität in der Praxis
Stationäre Laserreinigungsanlagen dominieren Serienfertigungen – doch sobald Werkstücke zu groß, zu schwer oder schlicht unbeweglich sind, geraten sie an ihre Grenzen. Genau hier entfalten mobile und tragbare Systeme ihren eigentlichen Wert. Brücken, Windkraftanlagen, Schiffsrümpfe, Schienenfahrzeuge oder historische Gebäudefassaden lassen sich nicht in eine Kabine transportieren. Der Laser muss zum Bauteil kommen, nicht umgekehrt. Diese Anforderung hat in den letzten Jahren zu einer bemerkenswerten Gerätegeneration geführt, die Leistungen von 100 bis 2.000 Watt in handgeführten oder trolleybasierten Systemen vereint.
Geräteklassen und typische Leistungsparameter
Tragbare Einheiten unter 20 kg eignen sich mit 50 bis 200 Watt besonders für Korrosionsabtrag, Lackentfernung und Schweißnahtvorbereitung auf Stahl- und Aluminiumoberflächen. Systeme im mittleren Segment – rollbare Geräte zwischen 30 und 80 kg – erreichen 500 bis 1.000 Watt und bewältigen damit großflächige Entrostung, Beschichtungsentfernung auf Beton oder die Reinigung von Gussteilen vor Ort. Wer regelmäßig mit mobilen Einheiten arbeitet, weiß: die praktischen Stärken dieser Geräteklasse liegen nicht nur in der Ortsunabhängigkeit, sondern auch in der Reduzierung aufwendiger Demontage- und Transportkosten, die bei klassischen Reinigungsverfahren schnell einen erheblichen Teil des Gesamtbudgets verschlingen.
Die Kühlsysteme moderner mobiler Geräte sind heute auf aktive Luftkühlung oder kompakte Wasserkühlkreisläufe ausgelegt, die einen Dauerbetrieb von vier bis acht Stunden ohne Unterbrechung ermöglichen. Glasfasergeführte Laserköpfe mit Kabellängen von fünf bis zehn Metern erlauben dabei einen großen Aktionsradius um die Basiseinheit herum – entscheidend beim Arbeiten in Gerüsthöhen oder engen Rohrleitungssystemen.
Schweißnahtvorbereitung und Nachbehandlung im Feldeinsatz
Ein besonders wirtschaftlich relevantes Einsatzfeld mobiler Systeme ist die Vorbereitung und Nachbehandlung von Schweißnähten direkt im Fertigungs- oder Montageumfeld. Oxide, Zunder und Anlauffarben rund um Schweißnähte lassen sich mit gepulsten Systemen selektiv entfernen, ohne das Grundmaterial thermisch zu belasten. Wer die Bedeutung einer sauberen Schweißnaht für die Verbindungsqualität kennt, versteht, warum speziell im Anlagen- und Stahlbau die mobile Laserreinigung zunehmend als Standard-Prozessschritt eingesetzt wird.
In der Praxis empfiehlt sich für Schweißnahtanwendungen ein gepulster Faserlaser mit Pulsfrequenzen zwischen 20 und 100 kHz und einer Spotgröße von 0,2 bis 2 mm. Damit lässt sich die Energiedeposition exakt kontrollieren, sodass anliegende Dichtflächen, Gewinde oder Beschichtungen unbeschädigt bleiben. Moderne tragbare Systeme verbinden dabei Prozesseffizienz mit echter Handhabungsflexibilität – Parameterprofile lassen sich per Touchdisplay oder App in Sekunden wechseln, was beim Wechsel zwischen verschiedenen Legierungen oder Beschichtungstypen auf einer einzigen Baustelle erheblich Zeit spart.
- Schutzausrüstung: Laserschutzbrille der korrekten OD-Klasse (mindestens OD 5+ bei 1.064 nm) ist bei mobilen Einsätzen zwingend – keine Kompromisse
- Absaugung: Kompakte Filtereinheiten mit HEPA-H14 und Aktivkohlefilter direkt an den Arbeitskopf koppeln, Mindestvolumenstrom 150 m³/h
- Untergrundprüfung: Vor Ortseinsatz stets Materialdatenblatt prüfen – beschichtete Metalle können je nach Lacktype unterschiedliche Absorptionsgrade aufweisen
- Energieversorgung: 230V/16A-Absicherung reicht für Systeme bis 500 Watt; höhere Leistungsklassen benötigen Drehstrom oder Aggregat
Automatisierung und Roboterintegration in der industriellen Laserreinigung
Die Integration von Laserreinigungssystemen in automatisierte Produktionslinien hat sich in den letzten fünf Jahren von einer Nischenlösung zum industriellen Standard entwickelt. Moderne 6-Achs-Roboter mit Traglastkapazitäten von 10 bis 240 kg übernehmen dabei nicht nur die Führung des Laserkopfes, sondern koordinieren auch die gesamte Prozesskette – von der Bauteilzuführung über die Reinigung bis zur Qualitätsprüfung mittels integrierter Kamerasysteme. Taktzeiten, die manuell bei 45–90 Sekunden pro Bauteil liegen, lassen sich durch Roboterintegration auf unter 15 Sekunden reduzieren.
Besonders in der Spritzgussfertigung zeigt sich das Potenzial vollautomatisierter Laserreinigung: Werkzeuge und Formen, die früher manuell gereinigt werden mussten, werden heute inline direkt auf der Maschine gereinigt, ohne dass das Werkzeug ausgebaut wird. Das eliminiert Stillstandzeiten von 2–4 Stunden pro Reinigungszyklus vollständig.
Systemarchitektur und Kommunikationsschnittstellen
Ein vollintegriertes Roboter-Laserreinigungssystem besteht aus mehreren kommunizierenden Komponenten: dem Laserquell-Controller (typischerweise via EtherCAT oder PROFINET angebunden), der Robotersteuerung, einem übergeordneten SPS-System sowie optionalen MES-Schnittstellen für die Prozessdatenerfassung. Closed-Loop-Regelungen ermöglichen es dabei, die Laserleistung in Echtzeit anhand von Pyrometer- oder Kamerafeedback anzupassen – kritisch bei Bauteilen mit variierender Oberflächenbeschaffenheit. Die wirtschaftlichen und qualitativen Vorteile robotergestützter Laserreinigung zeigen sich vor allem in der reproduzierbaren Prozessqualität: Abweichungen im Reinigungsergebnis von unter 2 % sind bei programmierten Bahnen Standard.
Für die Bahnplanung nutzen führende Integratoren heute offline-programmierbare Simulationssoftware wie RoboDK oder KUKA.Sim. Damit lassen sich Reinigungspfade auf 3D-Bauteilmodellen definieren, kollisionsgeprüft simulieren und ohne Produktionsunterbrechung in die Robotersteuerung laden. Bei komplexen Geometrien – etwa Motorblöcken oder Getriebegehäusen – reduziert das die Einrichtzeit um 60–80 % gegenüber manueller Programmierung.
Flexible und mobile Automatisierungskonzepte
Nicht jeder Betrieb kann oder will in stationäre Roboterzellen investieren. Kollaborative Roboter (Cobots) mit Nutzlasten von 5–16 kg bieten eine skalierbare Alternative: Sie arbeiten ohne Schutzzaun direkt neben dem Bediener und lassen sich innerhalb von Minuten auf neue Aufgaben umprogrammieren. Für Wartungsszenarien oder dezentrale Fertigungsstandorte haben sich zudem handgeführte Systeme etabliert, die maximale Flexibilität mit industrieller Reinigungsleistung verbinden – häufig als ergänzende Lösung neben der stationären Roboterzelle.
Ein konkretes Einsatzbeispiel aus der Automobilindustrie verdeutlicht die Skaleneffekte: Bei der automatisierten Reinigung von Motorkomponenten vor dem Fügeprozess konnten Tier-1-Zulieferer die Ausschussrate durch öl- und partikelbedingte Fügefehler um bis zu 94 % senken. Der ROI solcher Anlagen liegt bei intensiver Nutzung (2-Schicht-Betrieb) typischerweise bei 18–30 Monaten.
- Systemauswahl: Laserquelle, Roboter und Steuerung frühzeitig gemeinsam mit dem Integrator spezifizieren – nachträgliche Schnittstellenanpassungen kosten Zeit und Budget
- Schutzkonzept: Laserschutzklasse 1 der Gesamtanlage erfordert vollständig verriegelte Schutzgehäuse oder validierte Sicherheits-PLCs
- Prozessvalidierung: Reinigungsergebnis per XPS, REM oder Kontaktwinkelmessung dokumentieren, besonders bei sicherheitskritischen Füge- und Klebeprozessen
- Wartungsintervalle: F-Theta-Optiken und Scannereinheiten alle 2.000–3.000 Betriebsstunden prüfen, um Leistungsabfall und Strahlqualitätsverlust frühzeitig zu erkennen
Häufige Fragen zu Laserreinigung und Materialauswahl
Welche Materialien eignen sich am besten für die Laserreinigung?
Gut geeignet sind Baustahl, Edelstahl und einige Kunststoffe. Materialien wie Kupfer und Aluminium erfordern spezifische Parameter, um optimale Ergebnisse zu erzielen.
Wie beeinflusst der Absorptionsgrad die Laserreinigung?
Der Absorptionsgrad bestimmt, wie effektiv ein Material Laserenergie aufnehmen kann. Materialien mit hohem Absorptionsgrad können effizienter gereinigt werden, da sie die Energie besser nutzen.
Welche Rolle spielen Pulsenergie und Pulsdauer bei der Laserreinigung?
Pulsenergie und Pulsdauer sind entscheidend für die Auswahl der richtigen Laserparameter. Höhere Pulsenergien können dickere Schichten abtragen, während kürzere Pulsdauern eine präzisere Bearbeitung ermöglichen.
Wie wirkt sich die Materialstruktur auf die Laserreinigung aus?
Die Struktur eines Materials, einschließlich Verunreinigungen und Oberflächenzustände, beeinflusst die Effektivität der Reinigung. Eine glatte Oberfläche absorbiert weniger Laserstrahlung als eine raue.
Kann Laserreinigung restaurative Eigenschaften haben?
Die Laserreinigung entfernt in der Regel Verschmutzungen und Verunreinigungen, restaurative Eigenschaften für beschädigte Materialien können jedoch nicht erreicht werden. Bei tiefen Schäden bleibt der Materialverlust bestehen.